联系热线:17762034082(微信同号)
联系热线:17762034082(微信同号)

PRODUCT CENTER

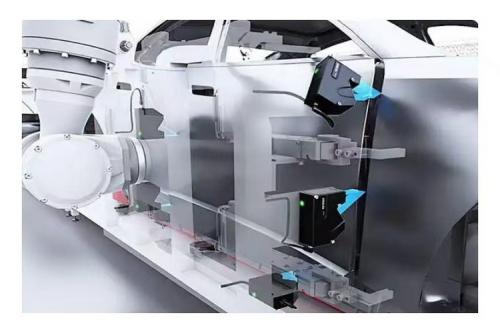
一、系统组成
1.成像单元
500万像素全局快门工业相机
环形偏振光源(抑制曲面反光)
2.处理核心
边缘计算平台(运行几何匹配算法)
深度学习缺陷分类模型
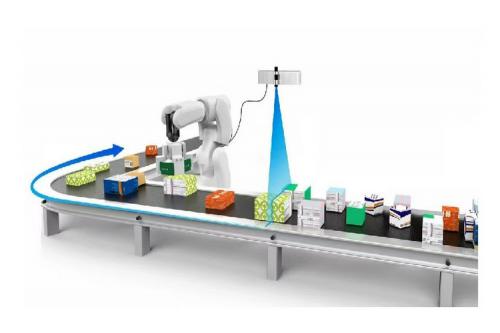
3.执行机构
六轴机器人(末端带吸盘夹具)
4.通信架构
PROFINET实时通讯(机器人-视觉系统同步精度≤2ms)
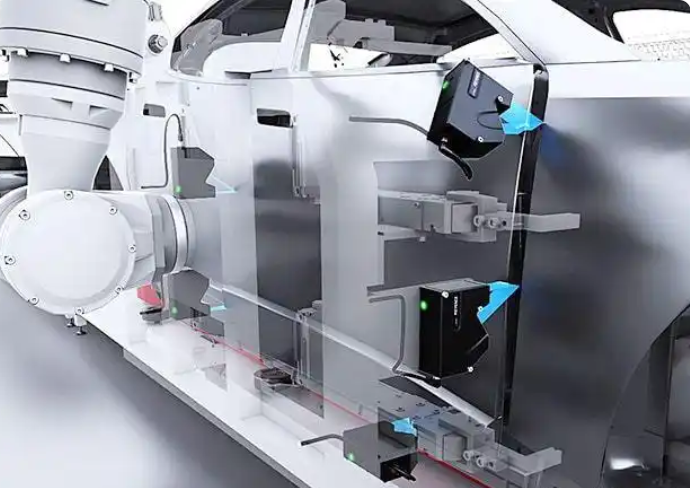
二、工作过程
1.高精度定位
视觉系统识别门板边缘轮廓(精度±0.1mm)
实时计算密封条贴合路径偏移量(ΔX/Y/θ)
2.动态引导装配
门板进入工位→相机拍摄3个定位特征点→比对理论位置输出补偿值→机器人调整吸盘姿态→密封条压合力度控制(0.5±0.1N)
3.在线质检同步
装配完成瞬间触发二次成像
AI模型检测翘边/褶皱/断胶(识别率99.2%)
三、核心优势
| 维度 | 技术指标 | 效益对比 |
| 定位精度 | 重复定位±0.08mm | 装配合格率99.5%→99.9% |
| 检测能力 | 识别0.1mm级缺陷 | 漏检率下降85% |
| 节拍优化 | 单件操作8秒→5.2秒 | 产线产能提升35% |
| 成本控制 | 替代3名质检员 | 年节省人工成本45万元 |
| 柔性适配 | 15分钟切换新车型(仅需更新模板) | 换线停工时间缩短70% |