机器人打磨作为一种高度集成化的自动化表面处理技术,已广泛应用于航空航天、汽车制造、模具加工等领域。其核心目标在于替代传统人工或专用机床,实现复杂曲面、异形工件的高效、稳定、高品质加工。然而,在实际应用过程中,系统的刚性不足、加工振动以及由此引发的精度偏差,是制约机器人打磨工艺质量与可靠性的三大关键技术瓶颈。本文将系统解析这三者之间的内在关联与影响机制,并探讨优化方向。

一、系统刚性:精度与稳定性的基石
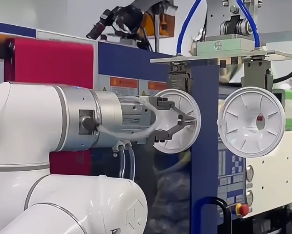
机器人打磨系统的刚性,是指整个加工系统抵抗由磨削力引起弹性变形的能力。它是一个涵盖机器人本体、末端执行器(如电动或气动磨头)、刀具(砂轮、磨盘等)以及工件装夹的综合属性,而非单一部件的性能。
刚性不足的直接表现:当磨削力作用于工件表面时,若系统刚性较弱,将产生明显的弹性变形。这种变形直接导致机器人的理论末端定位点与实际接触点发生偏移,即“让刀”现象。其后果是打磨深度不均匀,预设的恒力控制失效,轮廓精度(尤其是对于有严格型面要求的模具)难以保证。
对精度的影响:刚性是几何精度的前置条件。在离线编程或示教阶段,所有路径规划均基于理想刚性模型。实际刚性不足会引入无法被标准运动学模型补偿的误差,使得实际轨迹偏离编程轨迹,严重影响打磨的一致性与重复性。
优化路径:提升系统刚性的核心思路在于“缩短力链,增强薄弱环节”。具体包括:选用结构刚性更强的机器人;设计短而粗壮的末端执行器连接结构,减少悬伸量;优化工件夹具,确保夹持稳固;在满足可达性的前提下,尽可能使机器人处于最优刚度姿态进行作业。
二、加工振动:表面质量与刀具寿命的克星
振动是机器人打磨过程中最普遍且最具破坏性的现象,按其起因主要分为强迫振动与自激振动。
强迫振动:主要源于外部周期性激励。在机器人打磨中,常见的激励源包括:机器人各关节伺服驱动系统产生的周期性转矩波动;磨削主轴(特别是高速电主轴)自身的不平衡或轴承缺陷引起的振动;砂轮等刀具的不均匀磨损或动平衡不良。强迫振动会以特定频率反映在工件表面,形成规则的振纹,恶化表面粗糙度。
自激振动(颤振):一种更为复杂的振动形式,源于磨削过程本身与系统结构动态特性的相互作用。其机理是:磨削力的微小波动引发系统弹性变形,变形又反过来改变切削深度与切削力,形成正反馈循环。当系统动态刚度(即刚度与阻尼特性的综合)不足时,极易在特定频率下激发颤振。颤振振幅大,对表面质量破坏严重,并导致刀具急剧磨损甚至崩裂。
振动与刚性的关联:系统的静态刚性是基础,而动态刚性(与系统的固有频率和阻尼比密切相关)则直接决定了其抗振能力。低静态刚性往往伴随着较低的低阶固有频率,更容易与外界激励频率耦合引发共振。同时,阻尼特性差的系统对振动的衰减能力弱,会加剧振动幅值。
三、精度问题:刚性、振动及控制的综合体现
机器人打磨的精度是一个多维概念,包括轨迹跟踪精度、力控制精度和最终形成的表面轮廓精度与粗糙度。它并非由单一因素决定,而是刚性、振动以及机器人控制算法协同作用的结果。
轨迹精度与力控精度的冲突与协调:传统工业机器人为追求高轨迹精度(如焊接、搬运),通常采用高增益的位置控制策略,关节刚度表现较“硬”。然而在接触式打磨中,这种高刚性位置控制易导致接触力超调,引起冲击或振动。因此,需要引入主动力控制(如阻抗控制、力/位混合控制),通过主动降低系统在受力方向的等效刚度,来柔顺地适应工件表面的几何与硬度变化。但这又可能牺牲绝对的位置跟踪精度。如何根据工艺要求(如粗磨重去除vs精磨高光洁度),在位置刚度与力控柔顺性之间取得最佳平衡,是控制策略的核心。
振动对精度的二次损害:持续的振动不仅直接破坏表面纹理,还会干扰力传感器的信号读取,导致力控制环路易产生振荡,进一步恶化控制精度。此外,振动可能引发机器人关节伺服系统的跟踪误差增大,形成恶性循环。
精度综合提升策略:
前馈与补偿:基于对磨削力的预估,前馈到控制系统中,部分抵消力引起的变形;通过激光跟踪仪等设备标定机器人在不同姿态下的刚度矩阵,进行在线变形补偿。
抑振技术:提高刀具动平衡等级;在主轴上安装调频阻尼器;在机器人关节或末端引入被动/主动阻尼装置;优化工艺参数(如转速、进给速度、切深),避开易引发颤振的敏感参数区间。
智能感知与自适应控制:利用力/力矩传感器、加速度传感器进行实时状态监测,融合多传感器信息,构建振动与力的动态模型,实现工艺参数(如主轴转速、进给率)的自适应调整,以抑制振动并维持稳定的磨削状态。

结论
机器人打磨系统中的刚性、振动与精度三者紧密耦合、相互影响。系统刚性是保障几何精度与动态稳定性的物理基础;振动是刚性不足、动态特性不佳及外部激励共同作用下的动态表现,直接损害表面质量与加工可靠性;而最终的加工精度则是系统在特定控制策略下,综合对抗变形与振动能力的集中体现。解决机器人打磨的工艺瓶颈,必须摒弃孤立看待任一问题的思路,转而采用系统工程的视角,从机械结构设计、动态特性优化、先进控制算法集成以及智能工艺规划等多维度进行协同设计与优化。只有将这些因素统筹考虑,才能充分发挥机器人打磨的柔性化优势,实现媲美甚至超越传统专用机床的加工质量与效率。